-
为什么 Cpk 明明有 1.67,客户还是投诉?
一、当传统 Cpk 不再适用于现代制造,你可能一直高估了自己的制程能力
对于很多质量工程师来说,Cpk 是评价制程能力最重要的指标之一。
每天打开 SPC 系统,看一眼 Cpk:
- 1.33,合格;
- 1.67,很优秀;
- 2.00,客户满意。
于是大家自然认为:
Cpk 越高,产品质量越稳定。
但在真实制造现场,你是否遇到过这样的情况?
- SPC 显示 Cpk 很高,客户却频繁投诉尺寸波动;
- 每周能力分析都不错,现场却不断调机;
- Cpk 一直保持在 1.5 以上,产品却越来越接近规格边界。
这到底是过程出了问题?
还是 Cpk 本身已经无法准确反映真实的制程能力?
答案可能是:
你的制程已经发生了时间相关性(Time Dependency),而传统 Cpk 并没有考虑这一点。

二、传统 Cpk 有一个很多人忽略的前提
传统 Cpk 建立在一个重要假设之上:
每一次测量数据都是相互独立的。
换句话说:
今天测出来的数据,不应该受到昨天数据的影响。
前一个产品,也不应该影响后一个产品。
几十年前,这个假设基本成立。
但是今天的智能制造现场已经完全不同。
越来越多的制程都会随着时间发生连续变化,例如:
- 刀具不断磨损;
- 设备逐渐升温;
- 冷却液浓度缓慢变化;
- 模具逐步磨耗;
- 自动补偿不断修正设备。
这些变化都会让连续数据之间产生关联。
今天的数据,会影响下一笔数据。
这就是统计学中的时间相关性(Autocorrelation)。
三、为什么时间相关会让 Cpk “看起来很好”?
举一个最简单的例子。
某台加工中心随着刀具磨损,尺寸每天缓慢上升。
由于尺寸变化非常连续,相邻的数据几乎都十分接近。
传统 Cpk 会认为:
数据波动很小。
于是计算出来:
Cpk = 1.65
看起来非常漂亮。
但事实上,整个平均值却一直朝规格上限移动。
如果继续生产,最终一定会超差。
也就是说:
过程已经在恶化,而 Cpk 却没有及时告诉你。
因此,很多企业看到的是:
Cpk 很漂亮,客户却越来越不满意。
四、Cpk.g:专门针对时间相关制程设计的新能力指数
为了弥补传统 Cpk 的不足,近年来越来越多统计专家开始采用 Cpk.g。
与传统 Cpk 最大的区别在于:
Cpk.g 会把数据之间的时间相关性考虑进去。
如果发现:
今天的数据会影响明天的数据,
它就不会再简单地把所有数据都当成独立样本处理。
因此,在存在刀具磨损、设备漂移、温度变化等连续变化时,
Cpk.g 往往比传统 Cpk 更能真实反映制程能力。
真正值得工程师关注的问题,不再只是:
Cpk 是多少?
而应该是:
这个 Cpk 值,还可信吗?
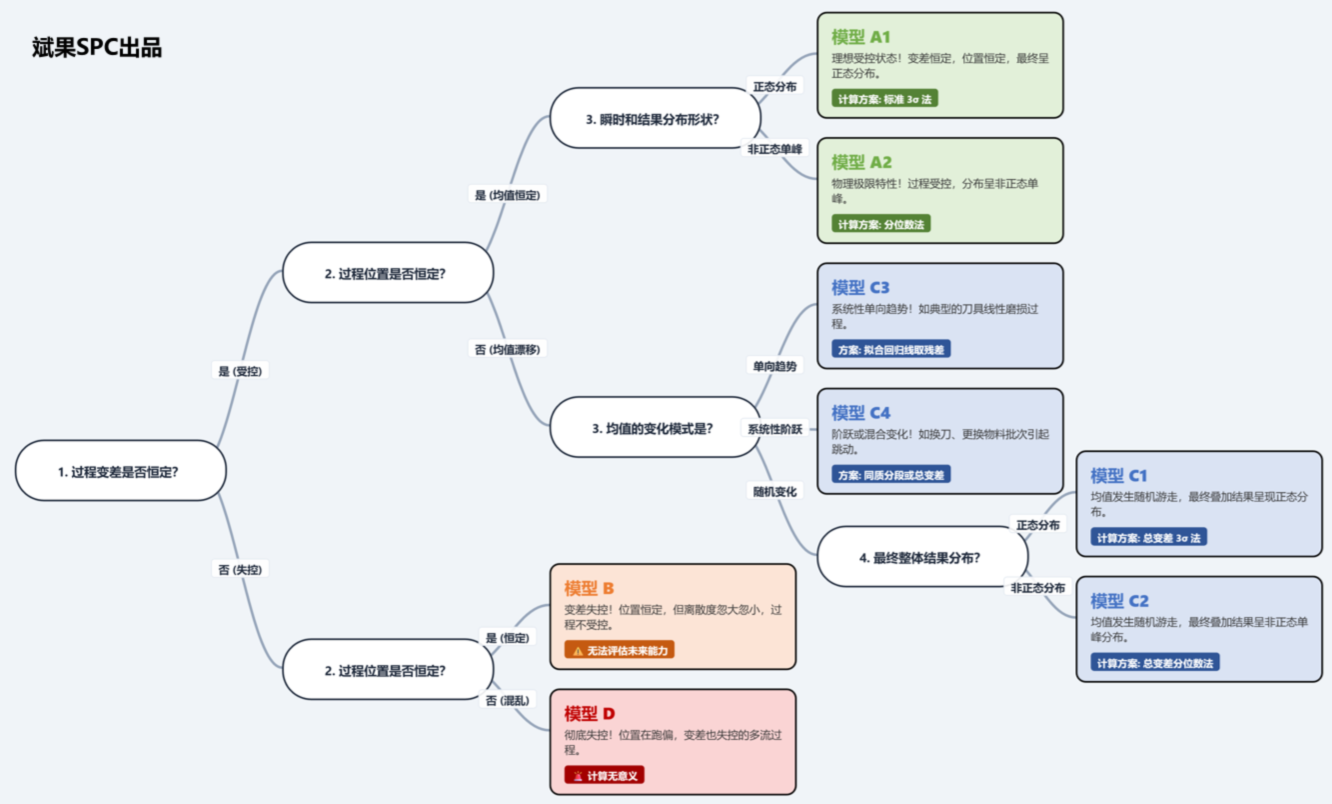
五、ABCD 模型:先判断过程,再选择能力分析方法
并不是所有制程都需要使用 Cpk.g。
关键在于:先判断制程属于哪一种时间特性。
斌果SPC 引入了 ABCD 时间依赖模型,帮助工程师快速识别不同类型的制程。
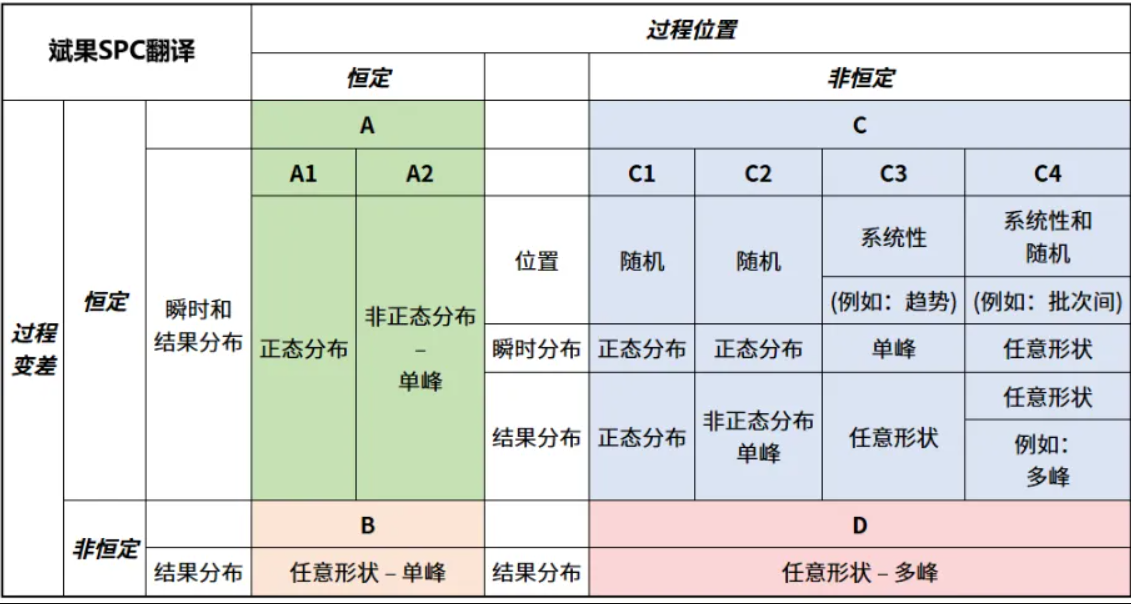
1. A 类:独立型制程
数据彼此独立。
传统 Cpk 可以直接使用。
2. B 类:弱时间相关
存在轻微连续性。
传统 Cpk 基本仍然适用,但建议持续观察。
3. C 类:强时间相关
数据之间关联明显。
传统 Cpk 很可能高估制程能力。
建议采用 Cpk.g 进行分析。
4. D 类:高度时间相关
过程已经严重偏离统计假设。
此时,与其继续关注能力指数,不如优先解决制程本身的问题。
六、一个真实制造案例
某汽车零部件企业长期监控一项关键轴径尺寸。
每周能力分析显示:Cpk 始终保持在 1.50 以上。
按理说,这是一条非常稳定的生产线。
但客户却不断反馈尺寸一致性下降。
工程师使用 斌果SPC 的 ABCD 时间依赖分析 后发现:
该制程属于 C 类时间相关过程。
造成时间相关的原因并不是设备故障,而是刀具持续磨损。
进一步采用 Cpk.g 分析后发现,
实际制程能力明显低于传统 Cpk 的计算结果。
企业随即优化了刀具更换周期,并调整预防性维护策略。
之后,现场能力分析与客户实际质量表现终于保持一致。
问题不是加工设备。
而是一直使用了不适合当前制程的统计方法。
七、为什么现代制造需要新的能力分析方法?
今天的制造业越来越智能。
设备自动补偿。
在线检测。
实时采集。
连续加工。
越来越多的数据都带有明显的时间特征。
如果仍然按照几十年前"数据彼此独立"的统计假设来评价现代制程,
能力分析就可能越来越偏离真实情况。
能力分析真正应该回答的问题,不只是:过程能力是多少?
更应该回答:这个能力值是否真实反映了你的制程?
八、斌果SPC:让能力分析更接近真实制造现场
斌果SPC 不仅支持传统 Cpk、Ppk 分析,还支持面向现代制造的高级能力分析,包括:
- Cpk.g 时间相关能力分析
- ABCD 时间依赖分类
- 自动时间相关检测
- 实时 SPC 过程监控
- AI 智能统计解读
相比只输出一个能力指数,斌果SPC 更关注能力分析背后的统计可靠性,帮助企业在复杂制造环境下做出更准确的质量决策。
相关文章:斌果SPC正式支持CPK.G和时间依赖模型ABCD判定

九、什么时候用Cpk,什么时候用Cpk.g
传统 Cpk 依然是质量管理中最重要的统计指标之一。
但随着制造过程越来越复杂,它已经不一定能够完整反映真实的制程能力。
当数据之间存在时间相关性时,继续使用传统方法,很可能高估制程能力,甚至影响质量决策。
真正科学的能力分析,不是计算一个漂亮的 Cpk,而是选择适合当前制程的统计方法。
因为质量改善,始于对制程的真实理解。
本页面文章与公众号同步。

微信扫码关注