-
生产制造企业如何把SPC真正用起来
SPC的理论并不复杂,难的是“用起来”。在很多工厂,SPC控制图挂在墙上,数据是上周的,点全部落在中心线附近——因为一旦出现异常点就要写整改报告,操作员干脆“美化”数据。SPC沦为应付审核的“墙纸”,而不是预防不良的“雷达”。
以下是一套经过实践验证的、从0到1落地SPC的完整方法。
一、实施前的准备:别急着画图
很多企业一上来就买软件、画控制图,结果很快发现用不起来。SPC实施的成功与否,往往取决于开始之前做了多少准备。
1. 检讨管理基础
SPC是用统计方法来控制过程,企业在实施SPC之前,需要检讨各项质量管理体制是否完善,是否有良好的按章办事的习惯——这是SPC实施的管理环境。如果连基本的工艺规程、检验标准都不健全,SPC就成了空中楼阁。
2. 争取管理层支持
SPC的成功实施需要管理层的全力支持和资源投入。这不是质量部一个部门能推动的事——涉及数据采集设备采购、人员培训、跨部门协调,没有高层拍板,寸步难行。
3. 培养全员质量意识
SPC的成功不仅依赖于技术和工具,更需要全员的质量意识和参与。培训不应局限于质量部门,而应覆盖生产线操作员、工程师和管理人员。操作员要懂怎么记录数据、怎么看控制图;工程师要懂怎么分析、怎么改进;管理层要懂怎么用数据做决策。
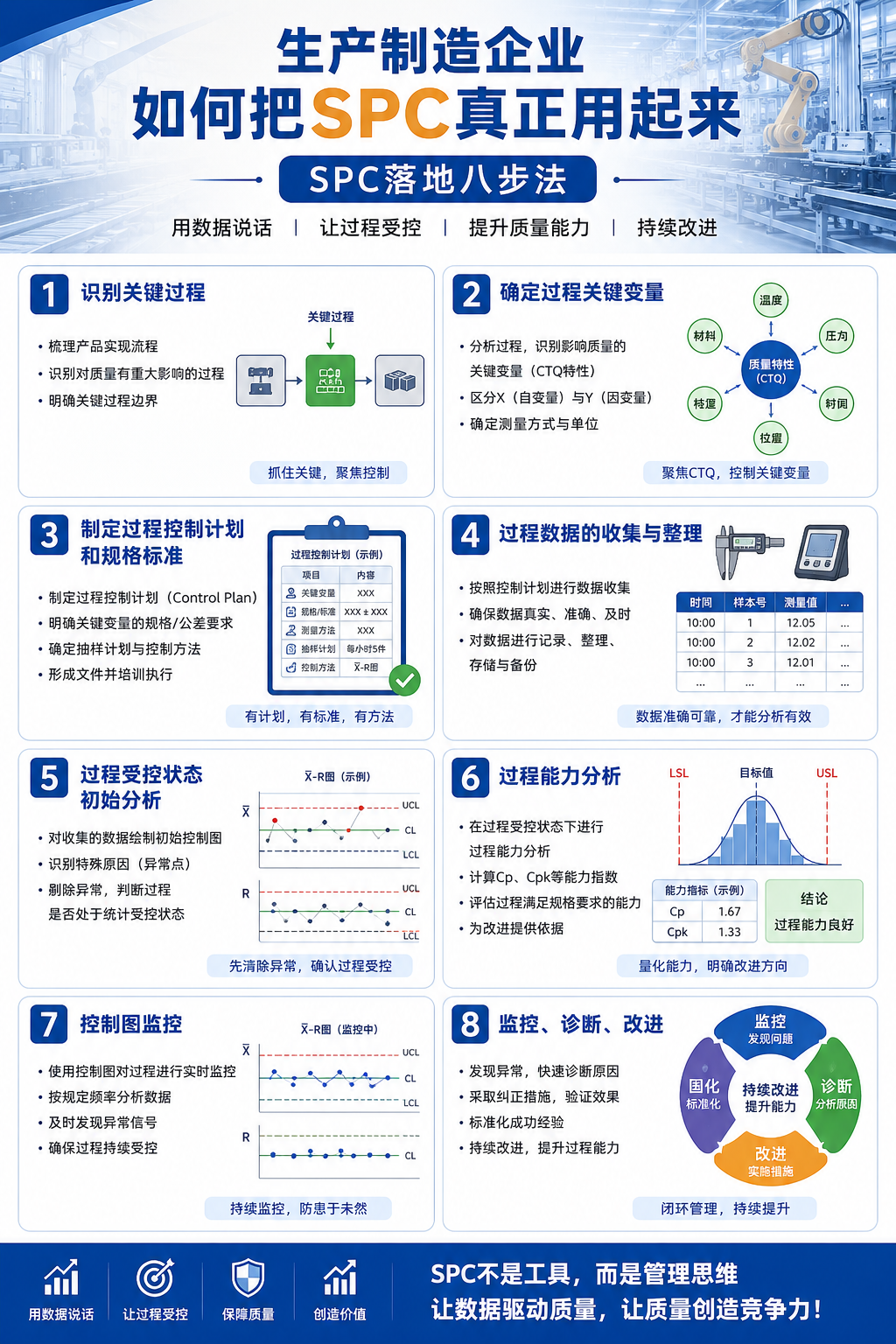
二、SPC落地的八步法
以下是经过行业验证的SPC实施八步法,每一步都不可或缺。
第一步:识别关键过程
一个产品的品质形成需要许多工序,其中有一些工序对产品品质起至关重要的作用——这样的过程称为关键过程。SPC控制图应首先用于关键过程,而不是所有的工序。很多企业失败的原因就是“什么都做”,结果该管的没管住,不该管的浪费精力。
第二步:确定过程关键变量(特性)
对关键过程进行分析,可采用因果图、排列图等工具,找出对产品质量影响最大的变量或特性。这一步往往需要跨部门协作——工艺、生产、质量一起讨论,而不是质量部闭门造车。
第三步:制定过程控制计划和规格标准
这一步往往最困难和费时,需要参考有关标准,必要时采用实验方法。一份完整的SPC计划应包含:测量项目、采样频率、样本大小、控制图类型、规格限制和行动计划。
第四步:过程数据的收集与整理
数据是SPC的基础。企业需要建立可靠的数据收集系统,确保数据准确、完整且及时。数据收集方法可以包括自动化传感器、人工记录以及质量检测设备等。这里特别强调:数据质量直接决定SPC的成败——垃圾数据进,垃圾分析出。
第五步:过程受控状态初始分析
采用分析用控制图分析过程是否受控和稳定。如果发现不受控或有变差的特殊原因,应采取措施。注意:此时过程的分布中心、标准差、控制图界限可能都是未知的——需要通过数据“算”出来,而不是拍脑袋定。
第六步:过程能力分析
只有过程是受控、稳定的,才有必要分析过程能力。当发现过程能力不足时,应采取措施。常见的过程能力指标包括Cp、Cpk、Pp、Ppk等。某汽车零部件工厂通过SPC实施,关键工序Cpk从1.12提升至1.52,提升幅度达36%。
第七步:控制图监控
只有当过程是受控、稳定、过程能力足够时,才能采用监控用控制图,进入正式的SPC运行阶段。这一步才是“日常使用”的开始——前面的六步都是在打地基。
第八步:监控、诊断、改进
在监控过程中,当发现异常时,应及时分析原因、采取措施,使过程恢复正常。对于受控和稳定的过程,也要不断改进,减小变差的普通原因,提高质量、降低成本。SPC不是一次性项目,而是持续改进的循环。
三、把SPC“嵌入”生产过程,而不是挂在墙上
以上八步是“做什么”,但“怎么做”决定了SPC是活工具还是死墙纸。
1. 数据采集:从“手工录入”到“自动采集”
传统SPC最大的痛点在于数据录入滞后——当发现控制图上的点超出界限时,往往已经生产了数百个不良品。解决这个问题的关键,是把SPC逻辑“嵌入”到生产过程中。
具体做法包括:利用在线量仪和IoT传感器自动采集数据;通过OPC UA协议从各工位设备自动提取测量数据,无需人工干预;不仅采集测量值,还同步采集机台号、环境温度、刀具编号等工艺上下文。某企业通过设备联网,车间47台数控设备的测量数据接入率达100%。
2. 实时预警:不等“超差”再报警
传统的SPC管控往往只关注“超差”,但等到超差时损失已成定局。更好的做法是引入多级预警机制:
- 黄色预警(数据超出2σ控制限)→ 通知工艺工程师关注;
- 橙色预警(连续7点单侧趋势)→ 升级通知质量主管;
- 红色预警(连续3点超出3σ控制限)→ 触发系统自动锁定设备,并通知生产经理。
这种前置预警机制将质量控制关口前移。有企业引入“80%公差利用率预警”——系统不仅监控上下限,更在达到80%控制限前发出预警。
3. 异常处理:有“反应计划”才有“闭环”
控制图显示异常时,企业需要有明确的反应计划——定义何时采取行动、谁负责、具体采取什么措施。没有反应计划的SPC,就像装了烟雾报警器却没有灭火器——响了也白响。
反应计划应包含:问题的识别方法、响应的时间要求、具体的纠正行动步骤、责任人的分配。一旦触发预警,应立即调用多维度数据进行分析——涵盖设备状态、物料批次、环境条件、工艺参数等。某企业的质量问题追溯时间从4小时缩短至5分钟,靠的就是系统自动留存的全量测量数据链。
四、常见“坑”与避坑指南
坑一:数据造假。
为了省事、为了应付审核,操作员“美化”数据。对策:推行自动数据采集,减少人工干预;建立数据真实性审核机制;将SPC数据与绩效考核脱钩(至少不要简单挂钩)。
坑二:控制图“什么都画”。
在不必要的工序上耗费大量时间精力。对策:严格遵循“第一步识别关键过程”,只对关键特性和关键工序实施SPC。
坑三:只会报警不会分析。
系统告诉你“出事了”,但没人知道“为什么出事”。对策:引入AI智能SPC工具,不仅能报警还能给出根因分析建议;建立企业自己的质量知识库,沉淀历史问题的解决方案。
坑四:SPC和质量改进“两张皮”。
SPC数据收集上来就放着,不用于改进。对策:将SPC数据与持续改进机制挂钩——控制图发现的异常要进入整改流程,过程能力分析的结果要驱动工艺优化。
五、从“能用”到“好用”:SPC的智能化升级
当基础SPC跑通之后,可以考虑向智能化方向升级:
AI辅助诊断。 AI智能SPC不再满足于告诉质量人“出事了”,而是直接告诉大家“哪里出事、为什么出事、你该怎么办”。当识别出异常点时,系统调用内置的专家知识库和AI推理模型,给出最可能的原因分析。原本需要两周的人工排查,可以压缩到“即刻定位”。
系统联动闭环。 通过与企业MES或设备控制系统的联动,SPC系统可以在检测到异常趋势时自动发出预警,甚至直接调整设备参数,实现质量闭环控制。
数据驱动改进。 系统积累的质量数据经分析后,可以揭示工艺参数与质量特性之间的深层关系,据此优化参数。某企业通过SPC数据分析优化加工参数后,Cpk进一步提升至1.67。
结语
SPC落地不是买一套软件、画几张控制图那么简单。它是一个系统工程——从识别关键过程开始,到数据自动采集、实时监控预警、异常闭环处理,再到持续改进,形成一个完整的质量管控闭环。
成功的SPC不是“做出来的”,而是“长出来”的——它生长在企业的日常生产管理中,融入每一个操作员的每一次操作、每一个工程师的每一次决策。
对于那些还在犹豫“要不要做SPC”的企业,问题早已不是“要不要”,而是“怎么才能做好”。SPC的核心价值在于把质量管理的重心从“事后检验”前移到“过程控制” ——这不是一道选择题,而是现代制造业的生存题。
本页面文章与公众号同步。

微信扫码关注