-
斌果SPC正式支持CPK.G和时间依赖模型ABCD判定
做质量的同行都知道,每个 QE 的职业生涯里,大概都经历过被“正态分布”折磨的至暗时刻。
产线测出来的平面度、圆度数据,天生就是偏态的(单边公差);或者是模具存在自然的单向磨损,数据硬生生拖出了一条长尾。这时候你把数据丢进传统的 SPC 软件里,系统死板地套用经典公式,算出来的 Cpk 惨不忍睹。
为了应付客户审厂,大家只能各显神通:要么做 Box-Cox 变换,要么强行剔除所谓“异常值”,把数据“揉”成正态分布。玩这些数字游戏也很无聊很无奈。
即将全面推行的 (2026 黄皮书),正式把应对非正态数据的 Cpk.g(分位数法) 和评估时间结构的 A-D 分布模型 推到了台前。
今天就和大家聊聊,作为首批对齐这部 2026 新规的企业级 Web SPC 平台,我们是如何用全新的逻辑,帮大家把产线数据管明白的。
* 1. 扔掉死板的规则,回归现场真实的“控制图”
在说高阶玩法之前,咱们先看最基础的数据收集和判异。很多传统的 SPC 软件要求你必须严格按照“每组 5 个”去抽样,但实战中,同批次数据凑不够固定子组是常有的事。
我们直接原生支持子组大小不固定的控制图。无论你的数据怎么来(手工录入、Excel导入,还是通过 MQTT/OPC 从机台直连),系统都能自己匹配图表。
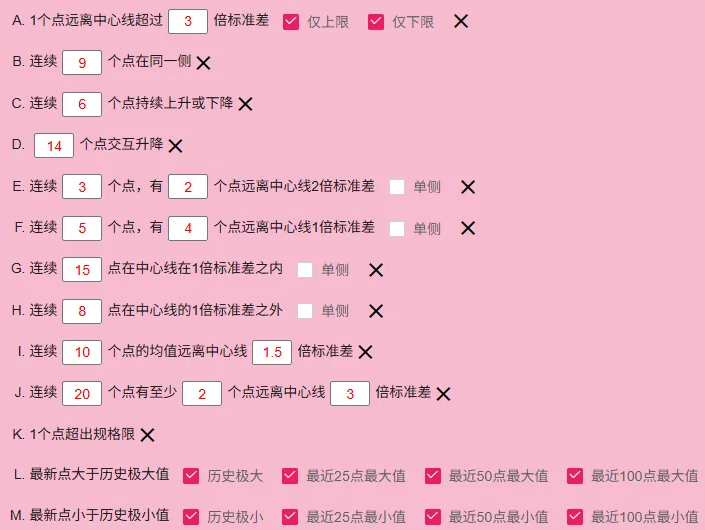
在判异规则上,除了经典的SPC八大判异规则,我们针对现代高节拍产线加入了非常实用的规则(滑动窗口极值判异)。
这是什么意思呢?系统在后台会自动剥离最新的一条数据,去计算前 25、50 或 100 个点的“极值”。一旦最新点突破了这个近期的动态极限,马上报警。这对于监控高频 CNC 加工中刀具突然崩刃、或者化工流体的短时剧烈波动,比看传统的控制线灵敏得多。
2. 经典 Cpk 与新贵 Cpk.g:双轨并行,而非互相排斥
针对理想的正态数据,咱们熟悉的 Cp/Cpk、Pp/Ppk 体系全都在,各种统计量一应俱全。但遇到非正态数据怎么办?
我们严格按照 AIAG-VDA 2026 SPC手册,内置了 Cpk.g / Pp.g 算法。
它的算法不依赖均值和标准差,而是用经验分位数(中位数、X₀.₁₃₅%、X₉₉.₈₆₅%)来界定过程的真实散布范围。管你数据是长尾还是多峰,它只看数据真实的落点,非常稳健。这里要特别澄清一个常见的误区:
很多人以为有了 Cpk.g,传统 Cpk 就可以扔了,或者系统会强行“二选一”。在我们的平台上,经典 Cpk/Ppk 与 Cpk.g 是并行计算、同时展示的。 为什么这么做?这是一种强大的互补诊断!当你在对比面板上看到一个项目的经典 Cpk 是 0.8,但 Cpk.g 却高达 1.5 时,系统其实在拿数据大声提醒你:“工程师注意,你的过程能力其实没问题,是数据的非正态性把经典公式带偏了!” 这种双轨制的解读,比任何强行正态化的做法都科学。
3. ABCD 时间相关分布模型:看透波动的“时间结构”
如果说 Cpk 解决的是“产品合不合格”,那 ABCD 模型解决的就是“过程到底在经历什么”。
斌果SPC后台会自动进行 ABCD 归类判定。
- A1/A2:恭喜你,理想的受控状态。
- C3:系统识别到了明显的系统性趋势。结合现场,这往往就是刀具在随着时间单向磨损。
- C4:过程出现了阶跃,你去查查是不是刚换了物料批次或者换了班组?

ABCD 标签(展示在项目列表、异常清单里)扮演的是“补充诊断信息”的角色,它是用来指导你调整工艺、优化换刀周期的,而不是用来卡死数据展示的。
4、找不出异常根因?试试高阶频谱诊断
控制图报警了,但你排查了人机料法环,死活找不到原因?
其实有些异常是“隐形”的周期性波动。我们在单项目分析页内置了 ACF 自相关与 FFT 频谱诊断。点一下鼠标,系统就能把杂乱的数据流拆解开来。
设备共振带来的高频噪声、车间日夜温差带来的低频慢漂移……在频域图上都会现出原形。结合基线与震荡分离功能,系统还会直接给你输出告警等级和改善建议。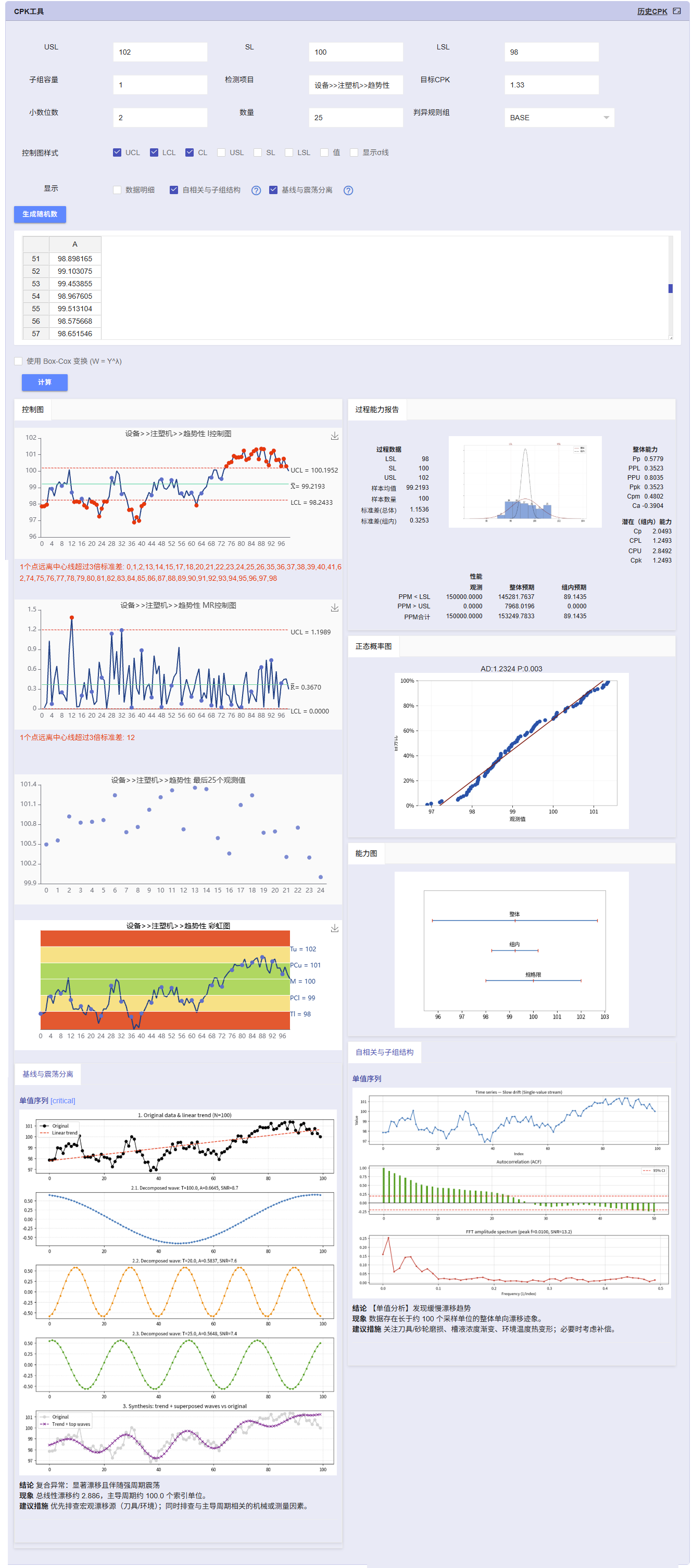
当然,作为一套完整的闭环平台,专业的 MSA 测量系统分析(交叉型、嵌套型、属性一致性等)、方差分析(ANOVA)、回归分析等工程统计工具也都作为标准插件内置在系统中。
5.丰富的看板
不管你想做动图看板、卡片看板、统计看板,都能满足任何的看板需求。
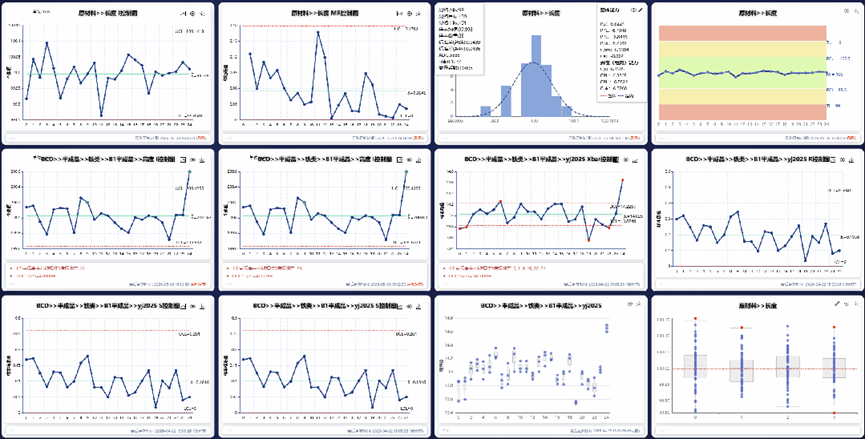
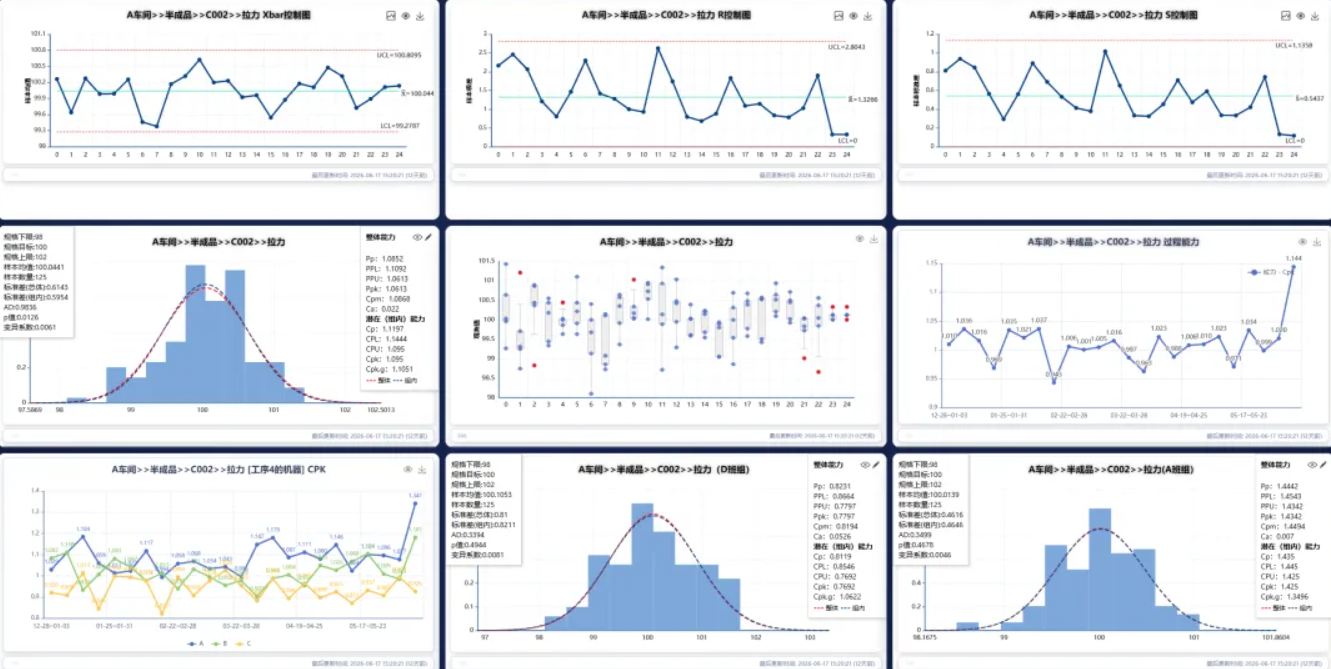
上面的看板是同一个检测项目的不同类型的图形看板
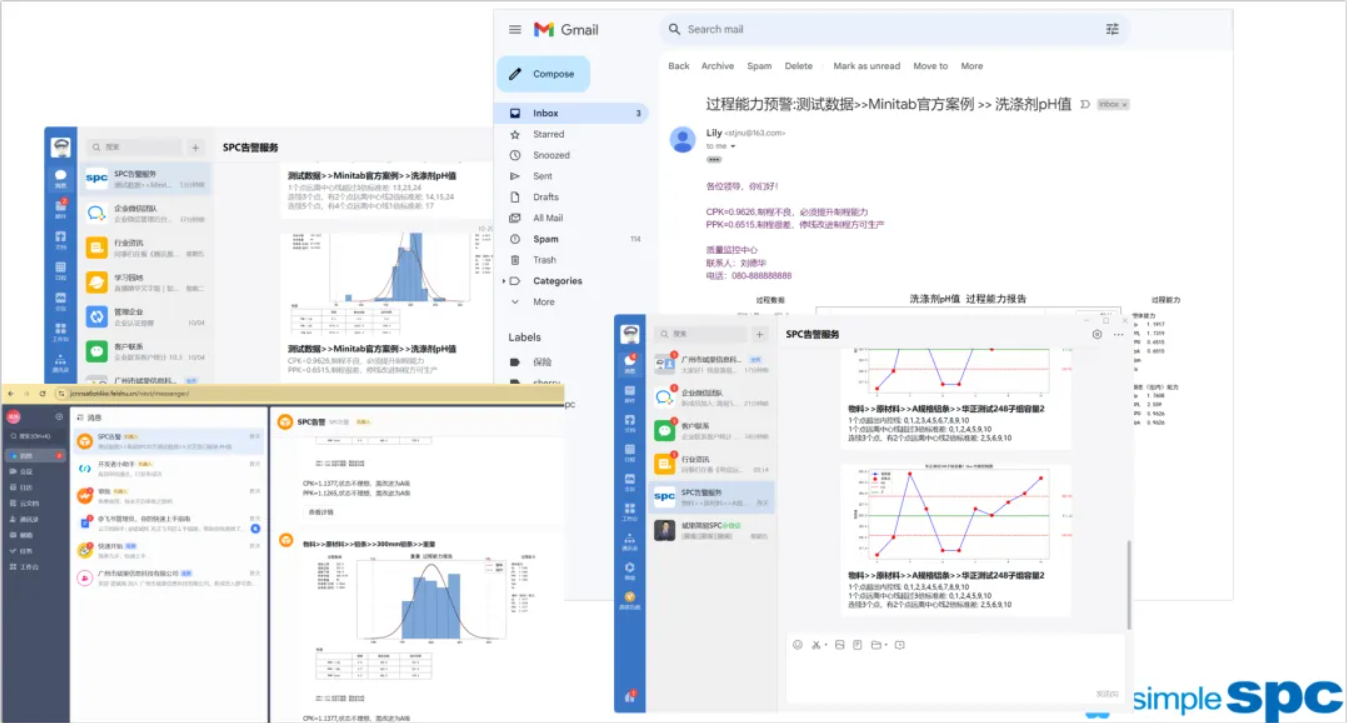
6.监控与告警:让异常主动来找你
天天盯着屏幕看控制图是不现实的。我们的后台监控引擎支持按项目定制策略:
你可以为 PPAP 试产阶段和量产阶段设置不同的 Cpk、Ppk、Cpk.g 告警阈值和计算窗口(比如 Cpk.g 默认看最近 125 个点)。一旦异常触发,系统会截好图、整理好清单,直接推送到你的邮件、企业微信、飞书或者 MQTT 消息通道里。
一台合格的 SPC 软件,不应该只是为了应付审厂而存在的“画图板”,它应该是一线工程师发现问题、解释现象、解决问题的利器。
一条产线,一个平台。从数据自动采集、OOC 告警、再到对齐 2026 最新标准的 Cpk.g 与 ABCD 模型双轨分析。如果你也受够了被失真的统计数据绑架,或许是时候体验一下真正面向实战的下一代 SPC 平台了。
要体验,可以v我:simple-SPC 或 simple_spc2
本页面文章与公众号同步。

微信扫码关注