-
【客户案例】某汽车零部件加工厂的 SPC 数字化升级实践
在汽车零部件制造行业,质量稳定性从来不是“做出来”的,而是“监控出来”的。
尤其是在机加工场景中,尺寸漂移、刀具磨损、设备热变形、人员操作差异等问题,往往不会第一时间形成超差,却会在持续波动中逐渐放大,最终影响整批产品质量。
而很多企业真正头疼的,并不是“不知道 SPC”,而是:
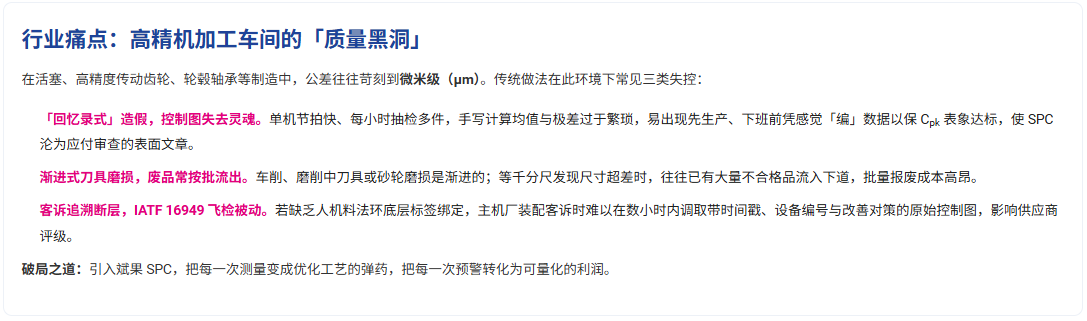
- SPC 太复杂,现场推不动
- 数据收集困难,依赖 Excel
- 异常发现滞后,已经产生批量不良
- 软件太重、实施周期太长、成本太高
- 现场人员不会用,最终沦为“摆设”
某汽车零部件加工企业,也曾面临同样的问题。

一、客户背景

1、该客户是一家汽车精密机加工企业,主要生产:
- 发动机零部件
- 变速箱精密结构件
- 关键轴类与壳体类产品
2、生产现场拥有:
- CNC 加工中心
- 自动化产线
- 在线检测设备
- MES 系统
- 部分三坐标检测数据
客户长期服务于汽车主机厂,对过程稳定性要求极高。
3、尤其在客户审厂过程中,对以下要求越来越严格:
- 关键尺寸过程监控
- SPC 控制图
- CPK/PPK 能力分析
- 异常预警闭环
- 过程追溯能力
4、原有方式主要依赖:
- Excel 手工做 SPC
- 质检员定时抽检
- 人工统计异常
- 周/月报分析
随着订单增加与产线扩张,原有方式逐渐暴露出明显问题。
二、客户面临的核心痛点
1、SPC 分析严重滞后
很多数据需要人工导出后再分析。
等发现异常时:
- 刀具已经磨损
- 设备已经漂移
- 不良已经批量产生
SPC 更像“事后分析工具”,而不是实时过程控制工具。
2、现场人员不会使用复杂 SPC 软件
客户曾接触过一些大型质量系统:
- 功能很多
- 页面复杂
- 实施周期长
- 培训成本高
最终导致:“质量工程师会用,但现场没人愿意用。”
3、无法实时监控关键工序
例如:孔径、外圆尺寸、同轴度、压装压力、扭矩
这些关键参数无法实时动态监控。
现场缺少:SPC 大屏、实时预警、趋势分析,很多问题只能依赖经验判断。
4、异常无法形成闭环管理
即使发现 SPC 异常:
- 谁处理?
- 是否确认?
- 是否恢复?
- 是否重复发生?
都缺少完整记录,异常管理难以沉淀经验。
三、为什么客户最终选择斌果SPC
客户最终选择了 斌果SPC,核心原因并不是“功能最多”,而是:
“真正适合现场落地。”

1、相比传统 SPC 软件,斌果SPC更强调:
- 简单实用
- 快速上线
- 实时监控
- 灵活集成
- 低成本部署
2、系统采用 Web B/S 架构,无需安装客户端,可直接通过:电脑、平板、手机、大屏看板,实时查看 SPC 状态。
3、同时支持多端数据采集方式,非常适合制造现场快速实施。
- HTTP 接口
- MQTT
- Excel 导入
- TCP
- OPC 等
四、项目实施过程
1、第一阶段:关键检测项目梳理
客户首先梳理了:
- 关键尺寸
- 关键工艺参数
- 客户重点关注项目
- 高频异常项目
并建立:
- 检测项目分层
- SPC 控制策略
- 判异规则分组
2、第二阶段:设备数据自动接入
客户将:
- 在线测量设备
- MES 数据
- 检测工站数据
通过接口同步至斌果SPC。
实现:“检测完成 → 数据自动进入 SPC → 实时分析”,无需人工整理 Excel。
3、第三阶段:建立实时 SPC 看板
现场建立:
- 车间 SPC 大屏
- 工序实时监控页面
- 异常预警页面
现场人员可以实时看到:
- 控制图变化
- 趋势漂移
- 判异状态
- CPK 变化
真正实现:“问题刚出现苗头,就被发现。”
4、第四阶段:异常闭环管理
针对 SPC 异常点:
- 现场人员登记原因
- 工艺工程师确认处理
- 异常状态闭环跟踪
异常点由“红点”变为“绿色已处理状态”。
客户逐渐沉淀出:
- 刀具寿命规律
- 设备漂移规律
- 工艺波动规律
SPC 不再只是“图表”,而真正成为过程改善工具。
五、客户上线后的实际效果
项目上线后,客户最明显的变化有:
1、异常发现时间提前
以前:“发现问题时,不良已经产生。”
现在:“趋势刚开始漂移,系统已经预警。”
很多问题在超差前就已经处理。
2、现场质量反应速度提升
通过:邮件、企业微信、钉钉、飞书、大屏预警,
相关人员第一时间收到异常通知,质量响应速度明显提升。
3、客户审厂更轻松
以前审厂时:
- 临时整理数据
- 导出 Excel
- 手工截图
现在,系统直接展示:
- SPC 控制图
- CPK 趋势
- 历史异常
- 处理记录
客户评价:“过程控制更加透明、专业。”
4、质量改善开始“数据化”
以前很多判断依赖经验。现在,都可以通过 SPC 数据快速识别。
- 哪台设备波动最大
- 哪个班次最不稳定
- 哪类刀具寿命异常
- 哪个工序长期漂移
六、客户最认可的一点:真正“能落地”
很多企业并不缺 SPC 理论。真正缺的是:
“一个现场愿意持续使用的 SPC 系统。”
客户在项目总结时提到:
过去一直想找一个简单实用的 SPC 系统,不需要复杂实施,不需要很重的 IT 投入,可以真正用于现场实时监控。斌果SPC最大的价值,不是做了一堆复杂功能,而是真正让 SPC 在现场持续运行起来。
七、结语:SPC 的价值,不只是“发现异常”
真正优秀的 SPC 系统:不是等问题发生后做统计。而是:
- 提前发现趋势
- 提前识别风险
- 提前干预过程
在汽车制造行业:很多重大质量问题,往往都不是突然发生的。
而是:“一个很小的波动,长期没有被发现。”
谁能更早发现过程漂移,谁就能守住质量稳定性。
这正是 SPC 的真正价值。
而斌果SPC,正在帮助越来越多制造企业,把 SPC 从“纸面工具”,真正变成“现场实时过程控制系统”。
了解更多:
- 斌果SPC官网:https://simplespc.cn/
- 汽车零部件 SPC 机加工解决方案:https://simplespc.cn/automotive-machining-spc-solution.php
本页面文章与公众号同步。

微信扫码关注