-
为什么带MSA功能的SPC,才是真正完整的SPC?
在很多制造企业中,SPC(统计过程控制)已经成为质量管理的基础工具。
企业通过控制图、CPK分析、异常判异等功能,对生产过程进行实时监控。但很多企业忽略了一个关键问题:
如果测量数据本身不可靠,那么所有SPC分析结果都可能失去意义。
因此,一个真正专业的SPC系统,不仅需要具备强大的SPC分析能力,还必须拥有完善的MSA(Measurement System Analysis,测量系统分析)功能。
这也是为什么越来越多企业开始关注:
“带MSA功能的SPC,才是理想的SPC系统。”

一、为什么MSA对SPC如此重要?
SPC的核心,是基于数据进行统计分析。
但在实际生产中:
- 不同操作员的测量结果可能存在差异
- 不同量具之间可能存在偏差
- 测量设备在不同量程下可能出现线性误差
- 破坏性测试可能导致无法重复测量
如果这些问题没有被识别:
- CPK可能失真
- 控制图可能误判
- 异常报警可能无效
- 质量改善方向可能错误
因此:
MSA并不是SPC的附属功能,而是SPC分析可靠性的基础。
二、斌果SPC:集成MSA功能的一体化SPC平台
斌果 SPC 不仅支持完整的SPC控制图、CPK分析、实时监控与异常判异,同时还集成了专业MSA功能。
企业无需额外采购昂贵的通用统计分析软件,即可在同一平台完成:
- SPC分析
- MSA研究
- 数据采集
- 实时监控
- 异常管理
真正实现质量数据闭环管理。
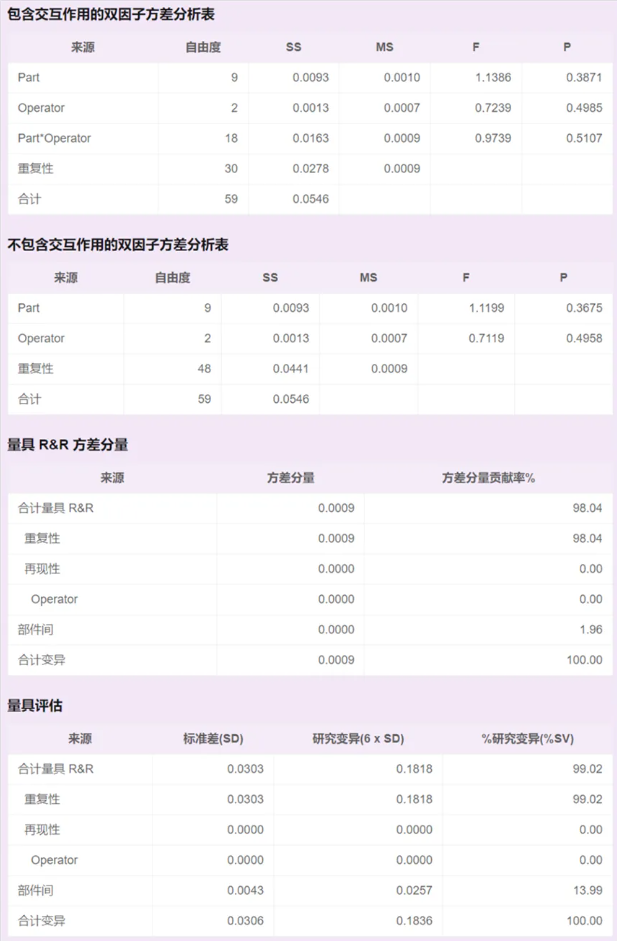
1. 量具R&R研究(交叉)
什么是交叉型Gauge R&R?
Gauge R&R(Repeatability & Reproducibility)用于评估测量系统中的变异来源。
交叉型Gauge R&R适用于:同一批样品可以被多个操作员重复测量的场景。
它主要用于分析:
- 重复性(EV)
- 再现性(AV)
- 测量系统总变异(RR)
从而判断:当前测量系统是否足够稳定可靠。
1.1 典型应用场景
- 尺寸测量
- 精密加工
- 电子制造
- 汽车零部件检测
- 可重复测量产品
1.2 斌果 SPC支持功能
斌果 SPC 可直接完成:
- Gauge R&R(Crossed)分析
- 自动生成分析图表
- 变异贡献分析
- 操作员差异分析
- 测量系统能力评估
帮助企业快速识别:问题到底来自生产过程,还是来自测量系统本身。
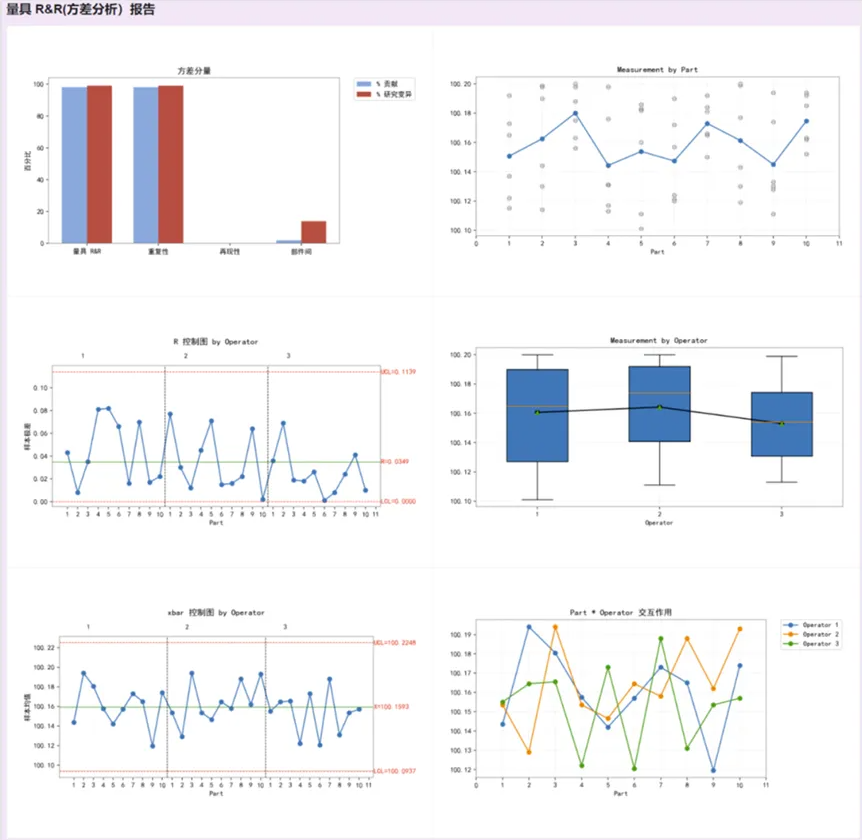
量具R&R研究(交叉)功能界面如下:

2. 量具R&R研究(嵌套)
什么是嵌套型Gauge R&R?
在某些场景下:
- 测试属于破坏性测试
- 不同操作员负责不同产品
- 样品无法重复测量
这时就需要使用:Nested Gauge R&R(嵌套型量具R&R)
嵌套研究更加适用于复杂制造现场。
2.1 典型应用场景
- 拉伸强度测试
- 化学检测
- 电池破坏性测试
- 高成本样品检测
2.2 核心价值
通过嵌套型MSA分析,企业依然可以:
- 评估测量系统稳定性
- 分析操作员差异
- 量化测量系统对总变异的影响
即使在限制条件下,也能建立可靠的SPC数据基础。
量具R&R研究(嵌套)功能界面如下:


3. 量具线性和偏倚研究
除了重复性和再现性之外:
很多企业还会遇到:测量值整体偏高或偏低的问题。
这时需要:Bias & Linearity Study(偏倚与线性研究)
3.1 什么是Bias(偏倚)?
Bias表示:测量平均值与真实值之间的差异。
如果偏倚过大:
- 测量数据会系统性失真
- 导致SPC结果错误
- 影响过程能力判断
3.2 什么是Linearity(线性)?
Linearity表示:测量系统在不同测量范围内,偏倚是否保持一致。
如果线性不好:
- 小尺寸测量准确
- 大尺寸测量失真
最终会导致:不同量程下的质量判断不一致。
量具线性和偏倚研究功能界面如下:

三. 斌果 SPC的MSA价值
通过集成MSA功能,斌果SPC能够帮助企业:
- 提高测量系统可靠性
- 确保SPC分析结果真实有效
- 降低错误报警与误判
- 提升CPK分析准确性
- 避免额外采购昂贵统计软件
- 建立真正的数据驱动质量管理体系
为什么越来越多企业选择集成MSA的SPC系统?
传统SPC系统往往只关注:
- 控制图
- 判异规则
- CPK分析
但现代智能制造更关注:数据本身是否可信。
因此:“SPC + MSA一体化”,正在成为新一代质量管理系统的重要趋势。
真正优秀的SPC系统,不只是发现异常。
更重要的是:保证数据本身真实可靠。
只有建立在可靠测量系统基础上的SPC分析,才能真正帮助企业:
- 提升过程能力
- 降低质量风险
- 提高生产稳定性
- 实现智能化质量管理
而这,正是 斌果 SPC 持续努力的方向。
本页面文章与公众号同步。

微信扫码关注