-
Cpk、Sigma、PPM 到底是什么关系?很多质量人其实没真正搞懂
做SPC和过程质量管理时,很多客户都会提到几个经典指标:
Cpk
Sigma(σ水平)
PPM(缺陷率)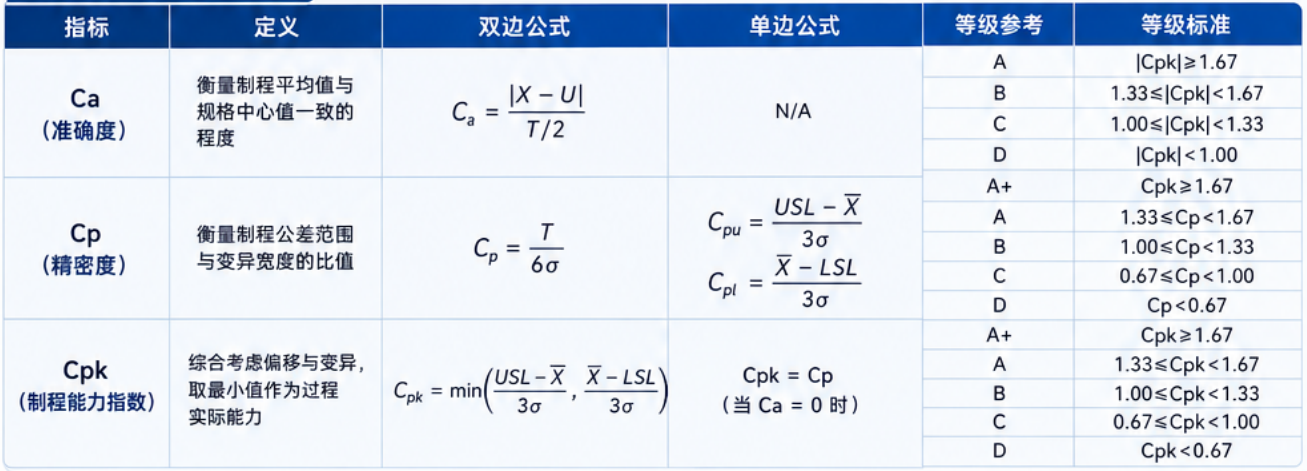
但很多时候,大家只是“会看数字”,却没有真正理解它们之间的关系。
实际上:
Cpk 本质上衡量的是过程满足规格要求的能力,
而 Sigma 与 PPM,则是在描述过程波动与缺陷风险。这三者,本质上是同一件事的不同表达方式。
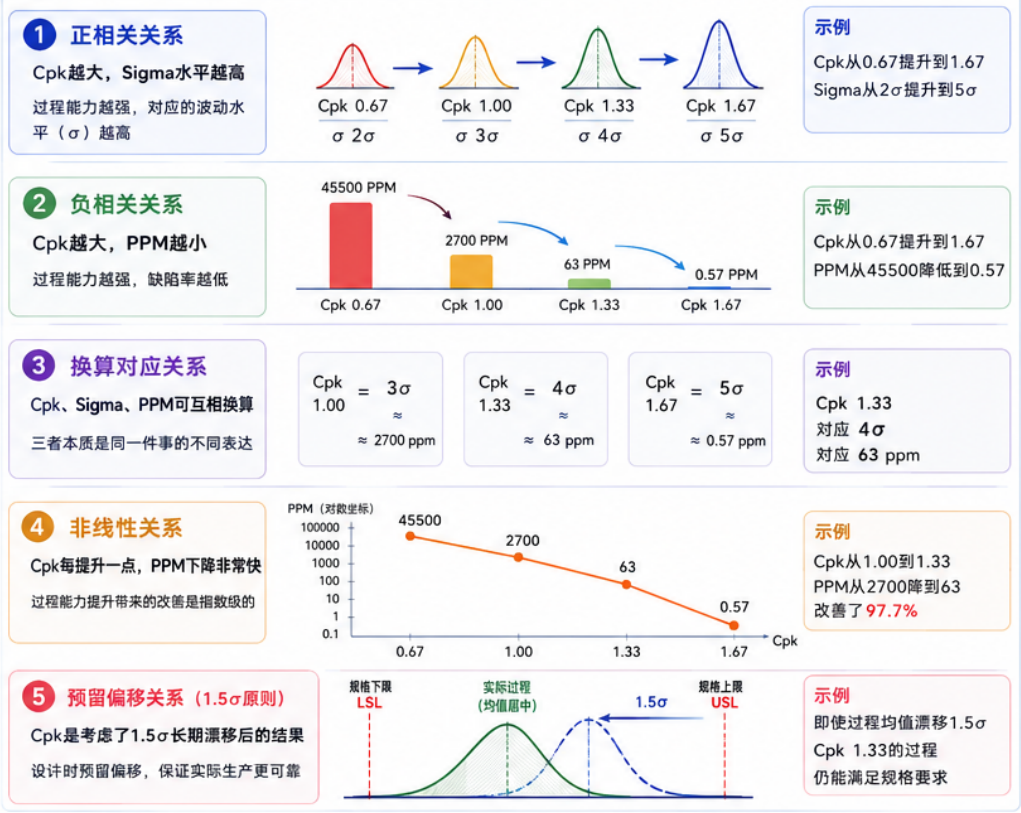
而Cpk与Sigma、PPM的关系用图解演示如下:
一、为什么客户总要求 Cpk ≥ 1.33?
因为不同的 Cpk,对应的缺陷水平差异非常明显:

也就是说:
当 Cpk 从 1.00 提升到 1.33 时,
缺陷率会从 2700 ppm 大幅下降到约 63 ppm。这也是为什么,“1.33”逐渐成为制造行业默认的量产能力门槛。
二、Cpk 高,为什么不代表一定没问题?
很多现场会出现一种情况:
首次打样 Cpk 很漂亮但量产后问题开始增多
原因在于:真实生产过程并不会永远保持稳定。
随着:
- 人员变化
- 设备磨损
- 原材料波动
- 环境变化
过程均值可能发生偏移。
行业里经典的“1.5σ漂移”理论,就是在描述这种长期波动风险。
所以:Cpk = 1.33,本质上是在给量产过程预留缓冲空间。

三、为什么 SPC 很重要?
因为:
Cpk 只是结果,
SPC 才是持续稳定过程的手段。如果没有持续监控:
- 即使初始能力达标
- 后续过程仍可能逐渐失控
因此,真正成熟的质量管理,并不是: “只做一次能力分析”。
而是:
✅ 持续监控
✅ 异常预警
✅ 趋势分析
✅ 过程改善四、不同 Cpk 水平,意味着什么?
- Cpk ≥ 1.67
过程能力非常优秀,适用于高可靠行业 - 1.33 ≤ Cpk < 1.67
多数制造企业量产标准区间 - 1.00 ≤ Cpk < 1.33
存在一定风险,需要持续改善 - Cpk < 1.00
过程能力不足,需重点优化

五、SPC 的核心价值
很多时候:客户关注的并不是“一个Cpk数字”,而是在关注:
✅ 你的过程是否稳定
✅ 缺陷风险是否可控
✅ 是否具备持续量产能力而 SPC 的核心价值,也正在于此。
本页面文章与公众号同步。

微信扫码关注