-
SPC控制限如何设定?自动计算与自定义设置的最佳实践(斌果SPC实践指南)
在SPC(统计过程控制)应用中,控制图的核心不只是“画出来”,
而是:控制限是否设定正确?
很多企业在使用SPC时,都会遇到一个关键问题:
控制限到底应该“系统自动计算”,还是“人工自定义设置”?
答案是:两者都需要,最好结合一起使用。

一、什么是控制限?(SPC基础)
在控制图中,通常包含三条核心线:
- 中心线(CL):过程平均值
- 上控制限(UCL):过程允许的上限波动
- 下控制限(LCL):过程允许的下限波动
控制限的本质是:基于过程数据统计计算出来的“自然波动范围”
需要特别注意:控制限 ≠ 规格限(USL / LSL)
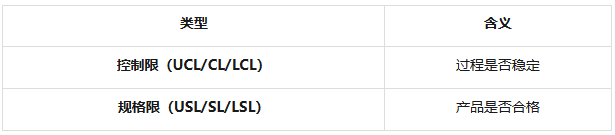
一句话总结:控制限用于判断过程,规格限用于判断产品。
推荐阅读:一文说清楚SPC控制限和规格限
二、控制限如何计算?(自动计算的意义)
在标准SPC方法中,控制限通常基于历史数据计算,例如:
- 均值(X̄)
- 标准差(σ)
典型逻辑:控制限 ≈ 均值 ± 3σ
自动计算的优势:
✔ 1. 符合统计原理:基于真实数据。
✔ 2. 反映过程现状:随着数据更新自动调整。
✔ 3. 避免人为误差
✔ 4. 减少主观干预
但在实际应用中,仅靠自动计算还不够。
三、为什么还需要“自定义控制限”?
在真实生产环境中,企业常常遇到以下情况:
1. 初期没有稳定数据
- 新产品 / 新工艺
- 无法计算可靠控制限
2. 行业标准或客户要求
控制限需参考:
- 客户标准
- 行业规范
3. 关键质量特性(CTQ)
- 对波动要求更严格
- 需要人为收紧控制范围
4.多设备/多工艺差异
- 不同设备能力不同
- 统一自动计算可能不合理
因此:自定义控制限是工业场景中的刚需。
四、斌果SPC:自动计算 + 自定义设置双模式支持
针对以上问题,斌果SPC提供:
1. 自动计算控制限
系统可基于采集数据:
- 自动计算UCL / CL / LCL
- 实时更新控制图
实现:让控制限“跟随过程变化”。
2. 自定义控制限设置
系统支持用户:
- 手动输入UCL / CL / LCL
- 固定控制限
- 按项目独立设置

适用于:
- 标准化管控
- 客户要求场景
- 关键指标控制
3. 灵活切换机制(核心优势)
支持:
- 自动计算 ↔自定义设置
- 可随时切换
实现:既符合统计原则,又满足实际生产需求。
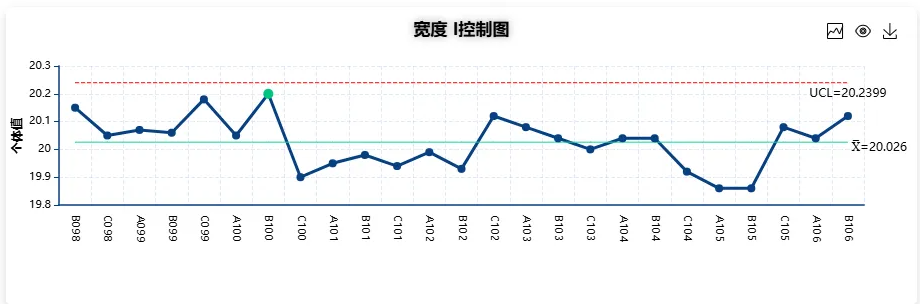
自动计算控制限如图:(默认取最新数据的25个子组计算)


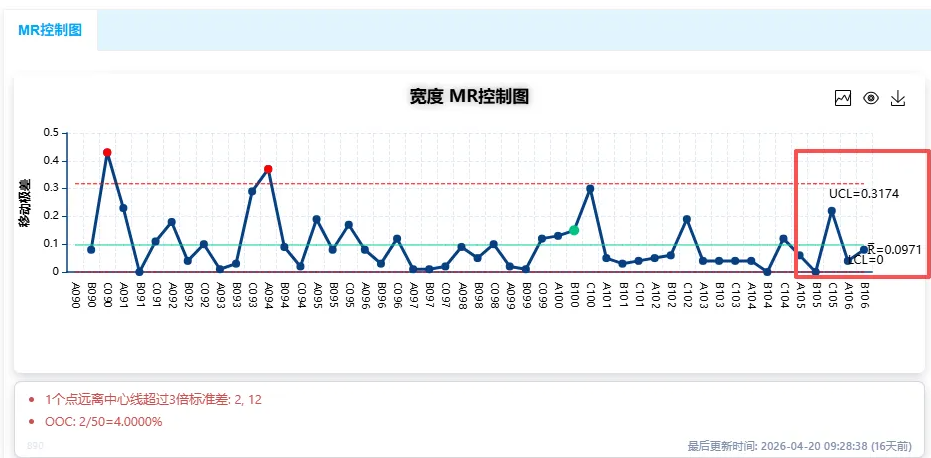
还支持自定义条件筛选:(设置了选取最新数据的50个子组计算)系统自动计算出来的控制限就不一样了。

4. 单侧控制限(新增功能)
只有一个方向会带来质量/安全/功能风险,另一个方向不影响使用/风险极低/或物理上不存在问题,就需要实行单侧控制限。
全面支持:
- 监控模块、控制图,还是后台的判异规则等。
- 满足特定场景下(如计数型数据、非负特性、过程均值接近边界),可仅设置单边控制限(通常是UCL)。
适用于:
-
只关心上限(只有UCL):“超标”会有危险,“偏低”通常没风险。如,毒性 / 化学浓度(最典型) :重金属含量、农药残留、药物剂量、化学添加剂、VOC挥发物、食品添加剂。

如,颗粒物 / 污染物监控:洁净室颗粒数、粉尘浓度、排放污染。
如,磨损 / 损耗类指标:刀具磨损、电池内阻、设备振动。
- 强度/压力下限场景(只有LCL):当太低才危险。如,材料强度、焊接拉力、气压、电压。
五、最佳实践:如何选择?
场景1:过程稳定阶段
推荐:使用自动计算控制限
场景2:过程初期 / 数据不足
推荐:先使用自定义控制限
场景3:关键质量控制(CTQ)
推荐:自定义 + 严格控制
场景4:成熟过程优化阶段
推荐:自动计算 + 判异规则结合使用
六、常见误区(企业必须避免)
误区1:控制限等于规格限:这是最常见错误
误区2:控制限一成不变:实际应动态调整
误区3:完全依赖人工设置:缺乏统计依据
误区4:只关注控制限,不看趋势:忽略判异规则
正确做法:控制限 + 判异规则 = 完整SPC体系
七、从“画图工具”到“质量系统”
很多企业的SPC停留在:画图。
而真正成熟的SPC应该实现:
- 控制限自动计算
- 异常自动识别
- 实时预警
斌果SPC通过:
- 自动控制限计算
- 自定义灵活配置
- 判异规则系统
实现:从“记录数据”到“驱动质量决策”。
控制限不是简单的数值设定,而是:过程理解与质量控制的核心。
通过斌果SPC的双模式能力:
- 企业可以在不同阶段、不同场景下
- 灵活选择最合适的控制策略
最终实现:更稳定的过程、更可靠的质量、更高效的管理。
本页面文章与公众号同步。

微信扫码关注