-
新版SPC的ABCD分布判断逻辑(导图和表格)
在传统的SPC里,我们经常会认为大部分的数据都应该是一个完美的钟形曲线。其实只要你真正在车间里做过,就会知道大部分都不是这样的!刀具会磨损,批次会更换……
AIAG-VDA SPC 手册(2026版)最大变化,就是正视了这些“不完美”,并用一个表格,把所有的时间分布模型分成了 A、B、C、D四大门派。
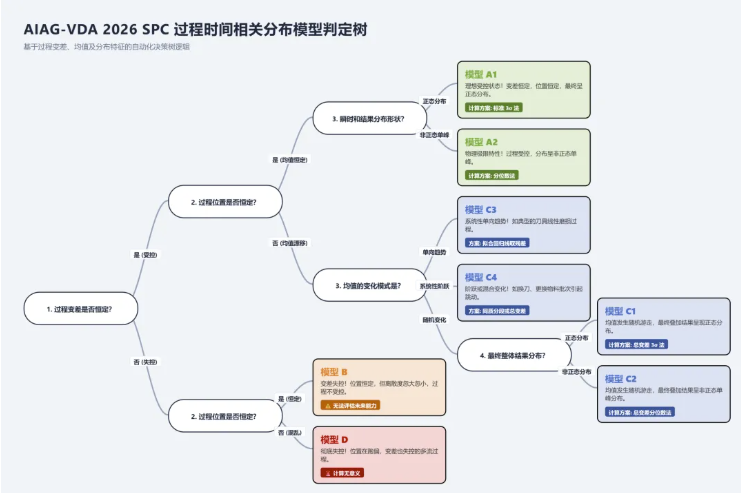
用最通俗的语言,带你拆解这张表格,并梳理出一套清晰的“判断树”思维导图。
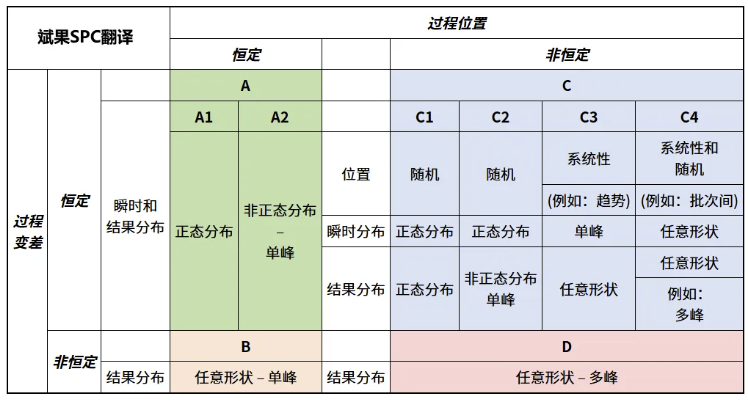
A、B、C、D 四大门派
要判断过程属于哪个门派,只要抓三个核心:过程变差、过程位置和分布模型。
A 派:理想的“好学生”(变差恒定,位置恒定)
散差稳定,均值也不跑偏。
- A1(正态分布):教科书级别的完美状态。所有的点都乖乖地围绕中心线呈正态波动。
- A2(非正态分布):虽然不是正态(比如受物理极限限制的表面粗糙度、圆度,只能是单峰偏态),但它依然是稳定且受控的!
C 派:情有可原的“游荡者”(变差恒定,位置非恒定)
这是最常见的状态!过程本身的加工精度(变差)没问题,但中心位置(均值)在漂移。
- C1 / C2(随机游荡):均值在随机波动。如果最后叠加出来的结果是正态的,就是C1;如果叠出来是非正态的,就是C2。
- C3(系统性趋势):最典型的就是“刀具磨损”。随着加工进行,尺寸一点点变大或变小,呈现明显的斜线趋势。
- C4(阶跃跳动):比如“换刀”、“换批次”。前一个小时稳定在一个值,换了一批料后,突然跳到了另一个值继续稳定。这会导致结果出现多峰。
B 派与 D 派:头疼的“捣蛋分子”(变差非恒定)
一旦“变差”不恒定(控制图上极差R或标准差S失控),就意味着过程的离散程度在忽大忽小。
- B:虽然中心均值没变,但胖瘦不定(比如多轴机床的主轴磨损不一致)。
- D:最差的状态。中心乱跑,变差也忽大忽小,完全是一锅粥的多流过程。处于D状态,算任何Cpk都是自欺欺人!
把时间模型分得这么细,是为了更精准地指导实际生产。比如,一旦系统识别出你的过程是 C3(比如刀具磨损),我们就不能再用传统的公式死算 Cpk 了,而是要围绕趋势线去计算,否则就会得出“能力不足”的误判。
好消息是,你不需要背这些复杂的判断逻辑和底层公式!斌果SPC 即将全面支持这一全新的 AIAG-VDA 2026 判断逻辑。系统会自动分析你的检测数据,系统秒级识别出过程究竟属于 A、B、C、D 中的哪一种,并自动匹配最符合新版标准的 Cpk/Ppk 计算公式。让最前沿的质量标准,真正化为提升工厂良率的数字化利器!
本页面文章与公众号同步。

微信扫码关注