- 广东省 广州市 番禺区
- 亚运大道金海岸二期西区写字楼区418
- 电话/微信:
- 13265357928/18924269949
-
TPmk和Ppk是一样的吗?
新版AIAG-VDA SPC手册增加了一个Pmk(设备性能指数),但很多人发现Pmk和Ppk很像,甚至认为是一样的,是炒概念的,那Pmk和Ppk真的是一样的吗?

1.数学同源:为什么它们看起来“一模一样”?
首先必须承认一个事实:在底层算法上,Pmk和Ppk是完全相同的。
无论你使用的是经典的基于正态分布的均值与标准差公式:

这两者的计算逻辑是一样的。
它们的本质都是在做一件事:将实际数据的散布范围和位置偏离,与客户给定的公差带进行对比。既然“尺子”是一样的,那区别究竟在哪?答案在于你把这把尺子“量在了什么东西上”。
2.变差溯源
质量管理的精髓在于控制变差。经典的变差来源可以归结为“5M”人机料法环。Pmk和Ppk的根本分歧,就在于它们对待这5M的态度。
2.1 Pmk:显微镜下的“单变量”测试
Pmk的全称是Machine Performance Index。顾名思义,它只关心设备(Machine)本身的变差。
为了剥离出设备纯粹的性能,我们在做Pmk研究时,必须人为地将其他4个M固定:
- 人员:必须是同一个熟练操作工,防止人的手法带来波动。
- 材料:必须使用同一批次、特性最均匀的原材料。
- 方法与环境:设备必须充分预热,中途不能停机换刀,车间温度保持稳定。
在这种极端受控的条件下打出来的产品,其尺寸的波动几乎100%是由机器自身的精度、主轴跳动、导轨间隙等硬性条件决定的。这时候算出来的就是Pmk,反应机器的波动情况。
2.2 Ppk:广角镜下的“全景”生态
Ppk的全称是Process Performance Index。这里的“过程(Process)”是一个宏观概念。
当我们在计算Ppk时,我们不仅不冻结其他4M,反而要求数据必须包含现实生产中所有的5M波动:
- 数据可能跨越了早中晚三个班次(不同的人)。
- 可能跨越了周一到周五的温差(不同的环境)。
- 可能换了两批不同供应商的毛坯(不同的材料)。
Ppk评估的是整个生产系统在面对日常各种干扰时,依然能稳定产出合格品的能力。
3.实战应用:什么时候该用谁?
了解了变差的区别,它们的应用场景也就顺理成章了。
设备验收与释放(Machine Acceptance)
当你花了几百万买了一台新数控机床,或者机床刚做完年度大修。你需要知道这台机器“行不行”,这时候必须做Pmk。如果Pmk不达标(通常要求Pmk大于1.67或者甚至更高),说明机器本身有缺陷,你即使给它配最顶级的工程师和最好的材料,也做不出好产品。
量产批准与过程评估(PPAP & ProcessStudy)
当机器验收合格,正式投入量产前,客户(如主机厂)会要求你提交PPAP报告。客户不关心你机器好不好,客户只关心“你这个工厂明天能不能给我稳定交货”。这时候你需要提交Ppk研究报告(通常要求大于1.33甚至大于1.67)。
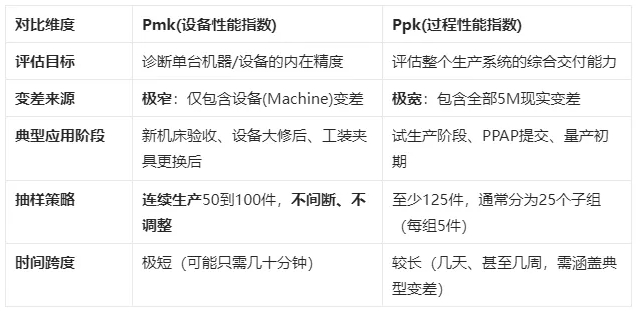
4.数据收集策略对比
在实际操作中,为了匹配上述的逻辑,2026版黄皮书对两者的抽样方案给出了截然不同的指导:
在质量控制的体系中,Pmk和Ppk绝不是简单的重复造轮子,而是我们在不同阶段使用的不同诊断工具。
Pmk是底线,它决定了过程能力的上限(一台烂机器永远跑不出好过程);而Ppk是现实,它反映了你管理整个生产系统的综合水平。