-
审核时被质疑“没有使用所有的SPC判异规则”,怎么办?
面对第三方审核,很多质量工程师都被问过的一个经典问题:“你们的控制图为什么没有把 8 条判异规则全部用上?”意思是好像是说规则开得越多,代表质量管理越厉害。
新版手册的逻辑极其清晰:当你不管数据分布的把所有规则应用到控制图的时候,你不是在提升质量,而是在摧毁质量。
在实施
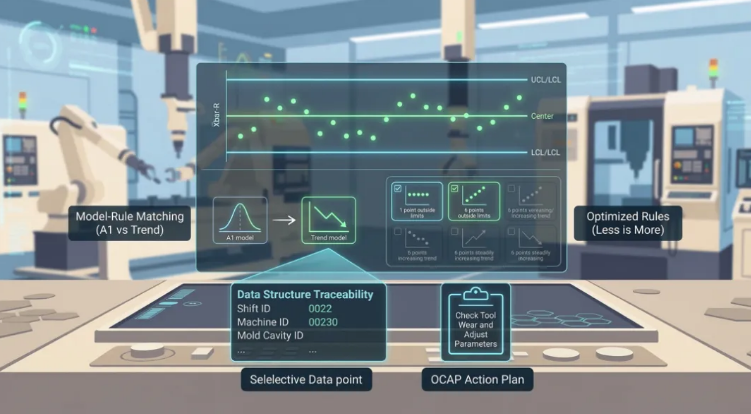
SPC时,不管数据分布同时开启所有 8 条判异规则是一个错误。新版AIAG-VDA手册明确指出,规则叠加会呈指数级放大“第一类错误”(即虚假警报)。判异规则必须基于过程的真实物理模型(如区分理想的正态
A1模型与存在刀具磨损的趋势模型)进行精准匹配,且每条规则必须对应明确的OCAP(失控反应计划)。可以套用一句话,Less is more,在SPC领域中,也是挺巧当的。
虚假警报的灾难
统计学中的每一条判异规则,都带有固有的“第一类错误”(即过程本来没有异常,但系统发生了误报警,即虚假警报)。
如果只开启“1个点超出 3sigma 控制限”这一条基本规则,假报警率大约是 0.27%。但如果你同时开启 8 条规则,假报警率会迅速飙升至 2% 甚至更高。
在高速运转的生产线上的连续实时采集的数据中,意味着每天都会产生大量的无效报警。现场操作员对此只有两种反应:
- 要么过度干预(频繁调机导致过程更加混乱)
- 要么直接“狼来了”,对所有报警视而不见。
这两种行为都在实质性地破坏制程的稳定性。
停止误判物理规律
更深层的原因在于底层统计模型。经典的 八大规则(如连续 9 点在中心线同侧、连续 6 点递增或递减),其本质是基于
A1模型推导出来的——即假设这是一个理想的正态且均值绝对稳定的过程。但真实生产现场很很复杂的,并不都是完美的A1模型,甚至说大部分都不是A1模型。以数控(
CNC)加工为例,刀具的自然磨损会导致加工尺寸缓慢的漂移。如果在这个过程中强行开启“连续 6 点递增/递减”的趋势规则,系统就会疯狂报警。请注意,这根本不是发现了异常,而是在误判正常的物理规律。新版标SPC强调:必须先识别时间相关的过程模型,再决定使用哪些规则,而不是默认全开。规则必须与真实的物理过程相匹配。
没有 OCAP 支撑的规则,都是形式主义
多不代表专业。现代质量体系要求,系统开启的每一条判异规则,都必须在
OCAP(Out-of-Control Action Plan,失控反应计划)中有明确对应的、可落地的纠正动作。如果触发了“连续 14 点相邻交替上下”的规则,但现场工程师和操作工完全不知道该去检查夹具松动、还是核对两台不同设备的参数差异,那么这条规则就是形式主义。未来审核真正该问的问题是:“你为什么选这些规则?它们对应的现场动作是什么?”
用结构化数据在OCAP的体现
如果仅仅是一串数字而没有每一个数字背后的意义,即使我们发现了异常,即使你有
OCAP,你也很难去找到里面的原因,因为你不知道异常的点是哪个机台、哪个班次、哪个班组、用的是什么原材料、加工机器用的是什么参数产生的。实施SPC失败的根源往往不是统计方法错误,很多是因为底层数据结构问题导致的。孤立的测量值毫无工业价值。合格的SPC是必须在检测发生时,将零件测量值、设计公差与制造追溯信息(如工单、设备、模具)进行都进行记录,SPC系统才能实现异常追溯、维度分析。否则SPC软件固然能画出精美的图表,但统计过程控制却始终游离于核心业务之外。
现在你知道怎么回答审核时的质疑了吧?
本页面文章与公众号同步。

微信扫码关注