-
CPK很小怎么办?基于“人机料法环”的SPC分层分析与实战破局
当制造过程中的 CPK(过程能力指数)不达标(如低于1.0甚至仅有0.78)时,盲目调整设备参数往往收效甚微。本文结合近20年的制造业数据分析与质量管理实践,详细阐述如何利用“人机料法环测”(5M1E)进行 SPC 分层分析。通过精准锁定核心变差源(如班组操作差异),企业不仅能对症下药提升制程能力,还能通过订单动态路由策略,在短期内保障高价值客户的交付质量。
一、 前提:构建全维度的质量数据上下文
在处理任何 CPK 不达标的异常时,脱离了业务背景的数据只是一堆毫无意义的数字。高质量的统计过程控制(SPC)分析,其核心基石在于数据的可追溯性。
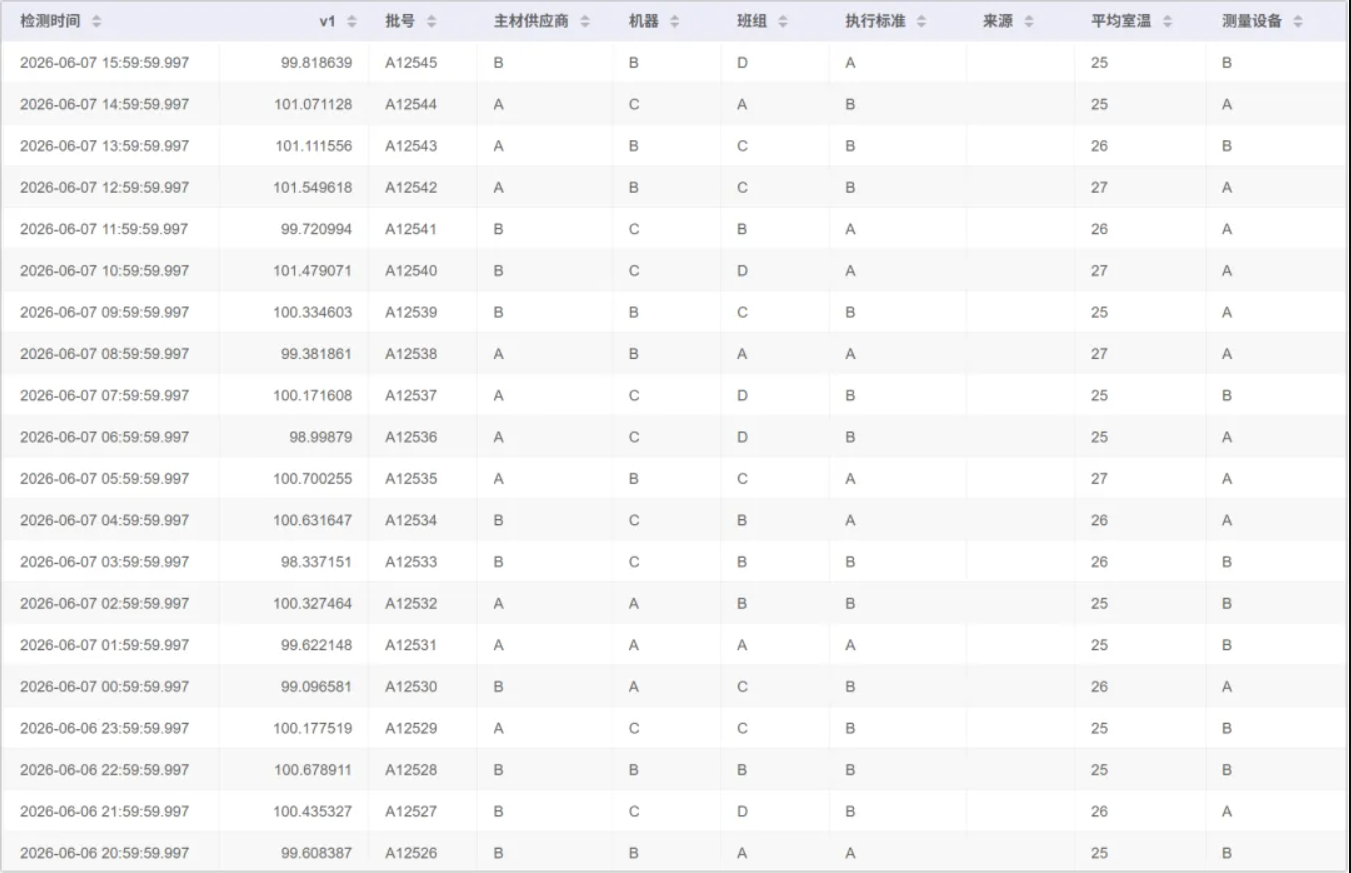
在标准的数字化制造实践中,系统必须完整记录每一次检验批次的“上下文”信息。这意味着每一个测量值都应与以下 5M1E 属性强绑定:
- 人 (Man):操作班组、班次(如早班/晚班、A组/B组)。
- 机 (Machine):生产机组编号或设备型号(如A机、B机、C机)。
- 料 (Material):主材供应商来源、批次号。
- 法 (Method):当前执行的工艺标准或程序版本。
- 环 (Environment):生产时刻的车间温湿度等环境数据。
- 测 (Measurement):使用的测量设备或量具编号。
拥有多维度的标签化数据,是后续进行根因排查与制程优化的唯一弹药库。
比如下面这个检测数据的5M1E,每一行(每一个检测记录)都有人机料法环的信息。
二、 分析:利用 SPC 分层分析确定原因
面对整体低迷的 0.78 CPK,我们需要通过“切片”与“分层”的统计学方法,找出隐藏在平均值背后的变异真相。
我们以上述举例的检测数据为例,以下为具体的排查路径:
1. 维度一:排查“机器”因素,排除次要变量
首先,按生产机器对历史数据进行分类。 将 A、B、C 三种机器的 CPK 趋势图在系统中叠加对比。如果分析结果显示:三台机器的 CPK 曲线基本重合,整体水平接近(例如 C 机器仅表现出微小的统计学劣势)。
初步结论: 分析结论: 硬件设备(机组)并非导致 CPK 偏低的最核心因素,需转移排查方向,避免无效的设备维修与停机。
下图显示 A、B、C 三种机器的 CPK 趋势图:

2. 维度二:排查“班组”因素,锁定核心变量
在排除设备因素后,按操作班组(人)进行数据分层。 依次调取 A组、B组、C组、D组的 CPK 数据进行对比分析,此时数据差异往往会显著暴露:
- A组: 数据分布集中,波动小,CPK 表现优异,远超平均水平。
- B组、C组、D组: CPK远小于A组,严重拖垮了整体CPK。
分析结论: 影响整体 CPK 的核心因素被成功锁定——人为操作标准化差异。
下图显示A组、B组、C组、D组的 CPK 趋势图

三、 落地:从质量改善到智能排产的两种作用
找到了根因,质量管理的最终目的在于创造业务价值。特别是在汽车零部件、半导体等对质量要求极高的行业中,SPC 分析的结论必须转化为可执行的商业动作。
策略一:质量改进
A 组的高水平 CPK 证明了当前的设备和物料具备实现高制程能力的物理潜力。
- 深度对标: 深入现场调研 A 组在操作手法、参数微调、点检执行上的独到经验。
- 标准化固化:将隐性经验转化为显性的 SOP(标准作业程序),对落后班组进行专项培训,从根本上降低人为操作带来的系统性偏差。
通过上述方法,提高 B C D组的生产水平,CPK向A组靠近,从而提高整体CPK
策略二:智能排除
人员技能提升需要周期,面对迫在眉睫的生产任务,企业可通过“订单动态路由”策略对冲质量风险:
- 高优先级/VIP订单:将对制程能力要求最严苛的重点订单,精准派发给表现最优的 A班组(或表现最好的机台/供应商组合)进行生产,确保核心客户的交付良率。
- 常规订单:安排给处于能力爬坡期的其他班组,并在此阶段增加检验频次以控制风险溢出。
上述仅仅是举例,更多的分析维度可以深入进行同样的研究和应用,看你们的基础数据结构和应用水平了。
你也可以看看这个实战视频:
SPC 的核心价值
CPK低并非无解的死局。通过本文的实战复盘可以看出,现代 SPC 不仅仅是一个事后预警的控制图工具,它更是结合“人机料法环测”进行根因排查的显微镜。通过系统化的分层分析,企业能够将质量管理从单纯的“抓不良”,升级为指导精益生产与辅助商业决策的智能引擎。
所以,你们需要:
- 完整的检测的5M1E数据
- 一个快速便捷的SPC分析工具
这样才能实现SPC的价值,如果需要进一步了解,可以联系我们。
本页面文章与公众号同步。

微信扫码关注