- 广东省 广州市 番禺区
- 亚运大道金海岸二期西区写字楼区418
- 电话/微信:
- 185 2058 7920
-
TCPK与PPK:质量面试必考题,你真的理解了吗?
在质量管理领域,CPK(过程能力指数)和PPK(过程性能指数)是面试中的常见问题,也是质量人绕不开的统计指标。它们看似简单,却常常引发困惑和争议。
CPK与PPK的基本定义与差异
CPK:过程能力指数,反映过程在受控状态下的能力,通常用于衡量短期制程能力。
PPK:过程性能指数,反映过程的实际性能,通常用于衡量长期制程能力。
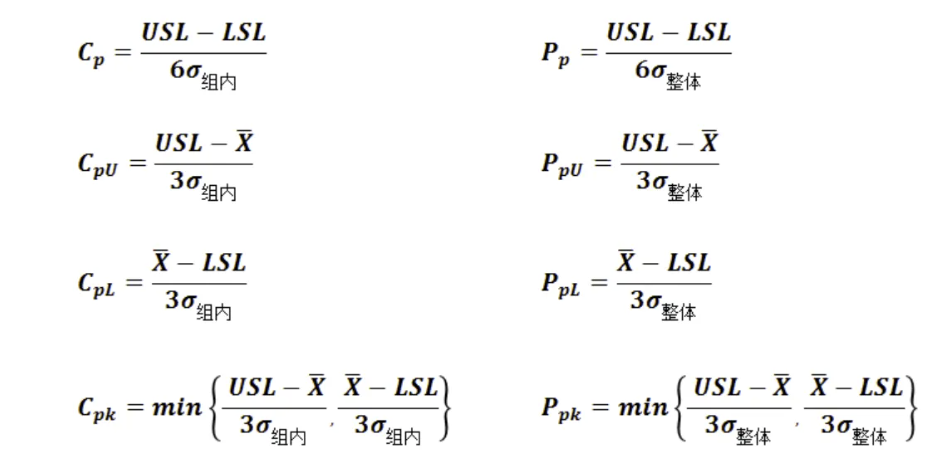
两者的计算公式相似,但σ的估计方式不同:
CPK:用组内标准差来估计σ,不同类型的数据的组内标准差计算方法不一样。
PPK:考虑整体差异,用整体标准差来估计σ。
CPK可能高估过程能力,而PPK更接近真实能力。
CPK与PPK的应用场景
CPK计算:基于管制图(x̄-R图或x̄-s图),σ的计算使用平均全距(R-bar)除以d2,或平均样本标准差(S-bar)除以c4。
PPK计算:将管制图内所有数据纳入计算,σ的计算直接使用Excel的STDEV()函数。
Cpk反映的是组内变异(短期波动),而Ppk则包含了短期组内变异和长期组间变异,代表整个生产过程的总体质量指标。
在实际应用中,有人主张新产品试产时使用Ppk管控,量产稳定后使用Cpk管控。因为试产阶段质量波动大,Cpk可能无法有效管控,只能通过Ppk了解整体质量。
质疑与反思:CPK/PPK是否只是“数字游戏”?
然而,也有人对CPK和PPK的价值提出质疑。有人认为Ppk的实用性不大,因为计算整体质量意味着产品已经生产完毕,无法即时抑制不良品。甚至,数据可能并非来自实际测量,而是“编造”的。CPK和PPK似乎成了“数字游戏”。
此外,关于CPK和PPK代表短期还是长期能力也存在争议。有人指出,短期/长期能力与CPK/PPK无关,只与抽样有关。抽样时间短,就是短期能力,反之亦然。
如何看待CPK、PPK与抽样?
CPK和PPK作为重要的制程能力指标,在质量管理中发挥着重要作用。但我们也应该认识到它们的局限性,不能盲目追求指标,而忽视实际过程的控制和改进。抽样在质量管理中扮演着关键角色。抽样方式和样本量都会影响到对过程能力的评估。因此,在使用CPK和PPK时,我们需要关注抽样的合理性和代表性。
CPK、PPK和抽样都是质量管理中非常重要的工具。我们需要深入理解它们的内涵和局限性,灵活运用,才能真正发挥其价值,实现有效的质量控制。